Date tehnice
- Model: PM-IMGTS-230S Synergy Dual Pulse
- sursa de alimentare: 230 V / 50 Hz
- Consum de energie MIG / MAG: 6,1kVA
- consum de energie TIG / MMA: 5,8kVA
- metode de sudare: MIG-MAG / MMA / LIFT-TIG
- Domeniul curentului de sudare MIG / MAG: 18 - 230 [A]
- Gama de curent de sudare MMA: 26 - 230 [A]
- Domeniul curentului de sudare TIG: 26 - 230 [A]
- curent de sudare 100% ciclu de functionare: (MIG-MAG - 160 A)
- curent de sudare 60% ciclu de functionare: (MIG-MAG - 230 A)
- curent de sudare 100% ciclu de functionare: (MMA / TIG - 158 A)
- curent de sudare 60% ciclu de functionare: (MMA / TIG - 230 A)
- diametre de sarma acceptate: 0,8 / 1,0 / 1,2 [mm]
- diametre electrod suportate: 1,6 mm - 5 mm
- tensiune de sudare: 10 - 42 [V]
- moduri de lucru: 2T / 4T / Special 2T / Special 4T / Punkt
- reglarea inductantei sudurii: -10 - 10
- bobine de sarma suportate: maxim pana la 5 kg
- clasa de izolare: F.
- protectie retea: 25 A
- grad de protectie: IP21S
- dimensiuni: 62 x 27 x 42 [cm] (lungime / latime / inaltime)
- greutate neta: 12,35 kg
Echipament
- suport masa (-): 200 cm
- Suport electrod MMA (+): 210 cm
- Suport EURO MIG-MAG: 390 cm
- varfuri de contact: 2x 0,8; 1,0 [mm]
- sarma de sustinere a bobinei (fata-verso): 1,0 mm si 1,2 mm; tip U
- masca de sudura
- perie cu un ciocan
- manual de utilizare PL
- furtun de gaz: 145 cm

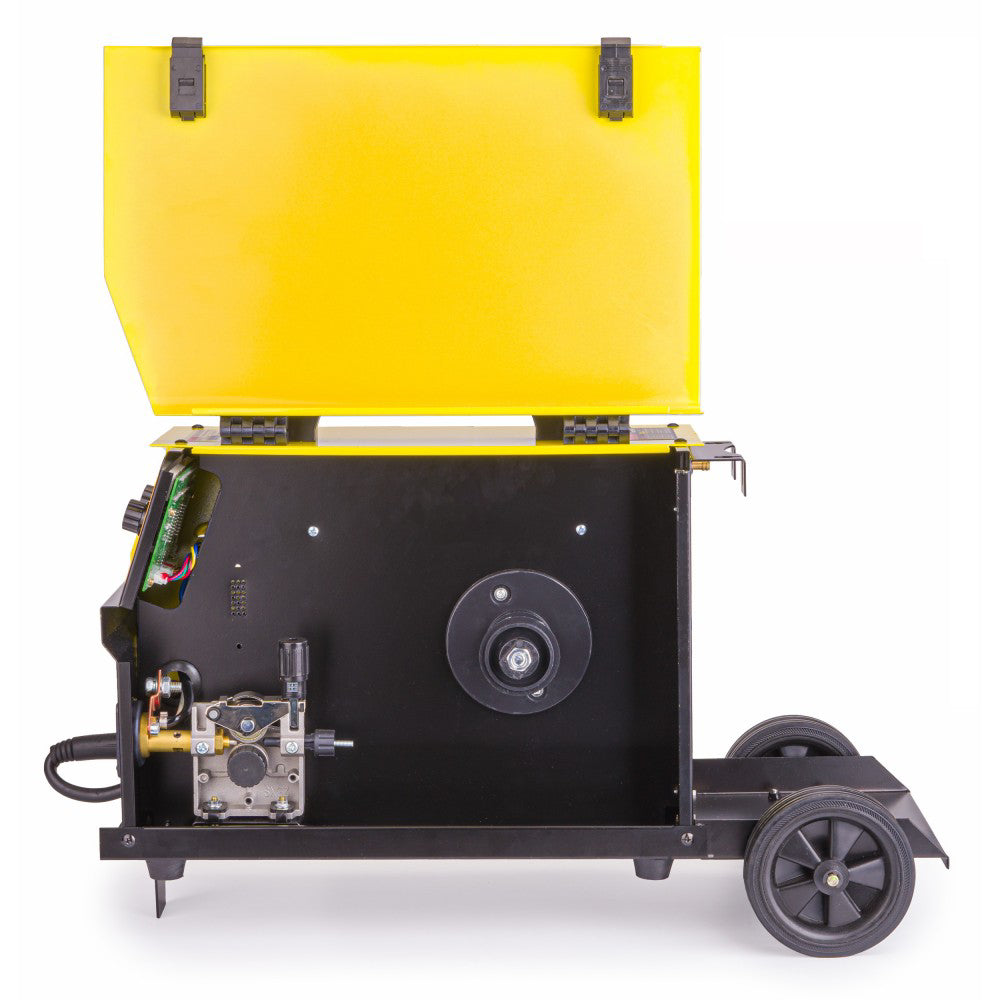
Ce este invertorul Migomat PM-IMGTS-230S Synergy Dual Pulse?
Masina de sudat semi-automata Powermat PM-IMGTS-230S SYNERGY DUAL PULSE are o gama foarte larga de utilizare. Permite sudarea eficienta a diferitelor tipuri de grupuri de materiale intr-o gama larga de grosimi ale materialului. IGBT - urile aplicate au un efect benefic asupra unui consum mai mic de energie electrica, o rezistenta mai mare la perturbari si caderi de tensiune si caracteristici bune ale arcului.
Panoul de control cu descrierea funcțiilor in poloneza este usor de utilizat, iar operatorul are acces rapid la toate functiile. Acest lucru are un efect pozitiv asupra ergonomiei si eficientei muncii in instalatie. Dispozitivul are functia de sudare sinergica in modul standard, modul puls si modul dual impuls, datorita caruia este posibil sa se obtina sudura de cea mai inalta calitate la sudarea tuturor materialelor sudabile - in special a celor din otel inoxidabil si aluminiu.
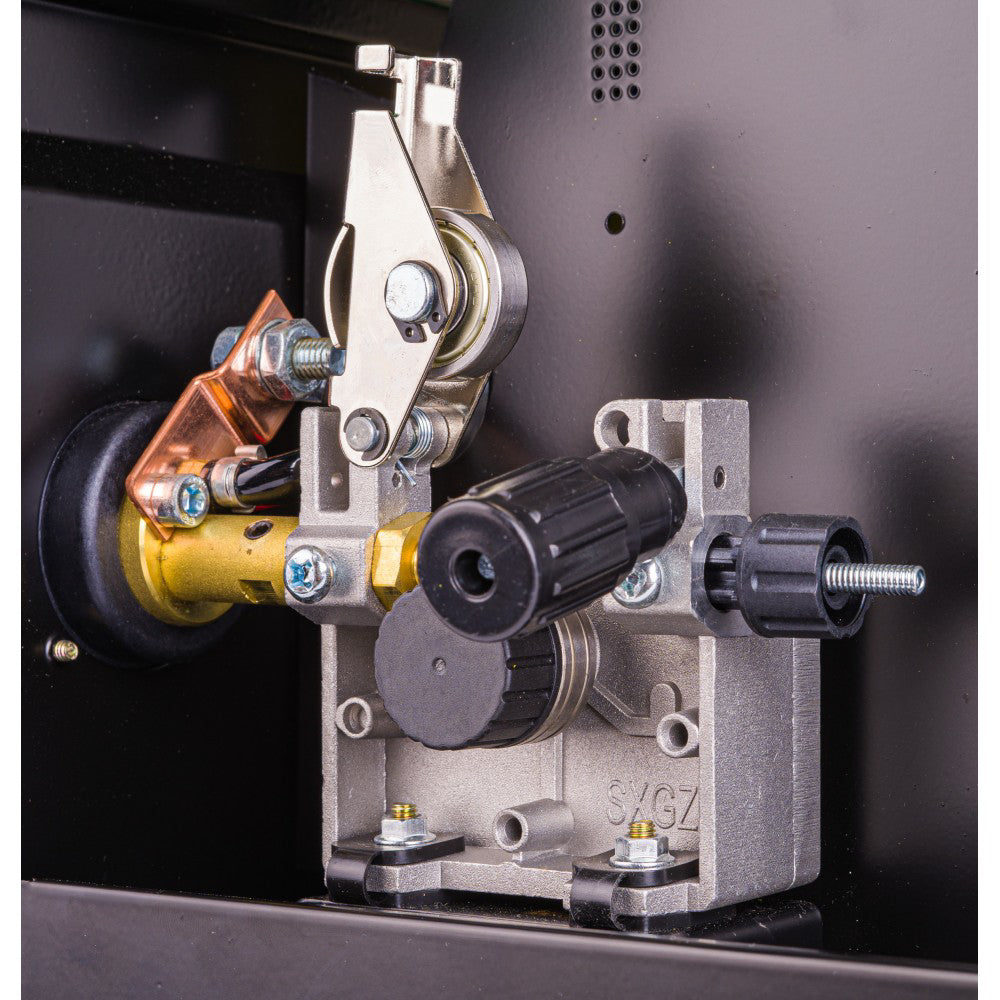
Componentele electronice ale dispozitivului se bazeaza pe tranzistoare IGBT care combina avantajele a doua tipuri de tranzistoare, usurinaa controlului tranzistoarelor cu efect de camp, tensiunea de rupere mare si viteza de comutare a tranzistoarelor bipolare. Curentul de sudare este foarte stabil, ceea ce garanteaza o sudura perfecta. Datorita tehnologiei IGBT, dispozitivul este mai usor si mai economic in ceea ce priveste consumul de energie.
Performanta si posibilitati
Performanta ridicata si racire eficienta
Datorita utilizarii tehnologiei tranzistorului IGBT, eficienta dispozitivului este de pana la 60%.
Functii automate incorporate pentru a va usura munca
- Pornirea la cald, cunoscuta sub numele de pornire la cald, permite cresterea temporara a curentului de sudare peste valoarea setata de sudor. HOT START functioneaza atunci cand arcul este lovit si este proiectat pentru a preveni lipirea electrodului de material. Este de mare ajutor atunci cand aprindeti electrodul.
- ANTI STICK intrerupe / minimizeaza tensiunea si curentul de sudare in cazul unui scurtcircuit intre electrod si materialul sudat. ANTI STICK permite sudorului sa detaseze electrodul mai usor.
- ARC FORCE stabilizeaza arcul indiferent de lungimea acestuia. Reducerea valorilor functiei ofera un arc moale si o adancime de fuziune mai mica, in timp ce cresterea valorilor functiei determina o penetrare mai profunda si posibilitatea sudarii cu arc scurt. La cea mai mare valoare pentru functia ARC FORCE, este posibil sa „impingeti electrodul in piscina de metal topit si sa ardeti prin material. Acest model are reglarea automata a ARC FORCE.
Posibilitatile tehnologiei SYNERGY
Confortul de lucru si avantajele pe care le ofera
- Mod MIG sinergic - o functie care va permite sa setati doua timpi si patru timpi, sau in modul Special 2T si Special 4T si sudarea prin puncte.
- Reglarea inductantei - care permite reducerea cantitatii de caldura introdusa in locul sudarii. In acest fel, se pot evita deformarea tablei si deteriorarea stratului protector de zinc. Aceasta optiune este utila la sudarea materialelor subtiri.
- Functia de selectare a tipului de material de sudat , care in modul sinergic va selecta parametrii de sudare corespunzatori pentru a facilita performanta acestuia.
- Functia VRD - sistem de reducere a tensiunii, sarcina caruia este oprirea alimentarii in cateva milisecunde dupa incheierea sudarii. Aceasta functie este, de asemenea, responsabila pentru reducerea tensiunii la electrodul stick la un nivel sigur. Sistem de reducere a tensiunii.
Setari si posibilitati suplimentare
- Burn (time back burn) - cantitatea de sarma arsa inapoi
- StFd (soft start feed) - viteza de apropiere a firului
- Preg (pre gaz) - timpul de curgere a gazului inainte de sudare
- Post (post gaz) - Timp de curgere a gazului post
- Bifa (grosimea materialului) - Grosimea materialului de sudat - diferita pentru materialele individuale și diametrul firului selectat
- FORC - corectarea inductantei pentru Synergy, pentru Synergy Puls si Dual impuls este corectia amplitudinii curentului de varf (primul). Pentru MMA, aceasta este valoarea Arc Force
- Freq (frecvența impulsului) - frecventa impulsului la sudarea cu impuls dublu
- Obligatia - echilibrul dublei pulsatii in sudura cu impuls dublu
- Ip-p - amplitudine de curent de varf, la sudarea cu impuls dublu
- PU - corectarea tensiunii (lungimii arcului) curentului de varf in sudarea cu impuls dublu
- BU - corectarea tensiunii (lungimii arcului) a curentului de baza in sudarea cu impuls dublu
- Slop CC - modul normal (general) pentru sudarea MMA
- Slop CP - mod special pentru sudarea MMA cu electrozi acoperiți cu celuloza
- ModeSPOT - sudare obisnuita prin puncte
- EndI - Curent final (umplere crater) pentru modurile S2T și S4T
- EndU - corectarea lungimii arcului curentului de umplere a craterului pentru modurile S2T și S4T
- Endt - durata curentului craterului pentru modul S2T
- HotI - Valoarea curenta a pornirii la cald pentru MMA si MIG-MAG in modul S2R
- Hott - durata curentului Hot Start pentru metodele MMA si MIG-MAG in modul S2T
- HotU - corectarea lungimii arcului pentru pornirea la cald pentru modurile S2T si S4T
- Sptt - timpul de sudare intr-un punct disponibil in modul SPOT
Selectia firului si tipul materialului
Optiuni presetate disponibile
- FeC / CO2 - program sinergic pentru sudarea otelului carbon folosind metoda MAG intr-un ecran CO2.
- FeC / ArCo2 - program sinergic pentru sudarea otelului carbon cu metoda MAG in ecranul amestecului gazos Ar + CO2.
- 308-316 - sudarea otelurilor inoxidabile sau rezistente la acid cu metoda MIG, in scut argon cu 2% CO2 sau in argon pur.
- AlMg5 - sudarea aliajelor de aluminiu cu magneziu, folosind metoda MIG, intr-un scut de argon.
- AlSi - sudarea aliajelor de aluminiu cu siliciu, metoda MIG, in scut de argon.
Masina semi-automata, prin comutarea tipului de material de sudat, ofera presetarile corespunzatoare, care vor regla automat parametrii de sudare cu grosimea firului selectat.
Moduri de control al sudarii
- Modul 2T - Dwutakt - apasarea butonului initiaza fluxul de gaz si curentul de sudare, eliberand butonul opreste curentul de sudare
- Modul 4T - Czterotakt - apasarea si eliberarea butonului tortei MIG initiaza fluxul de gaz si curentul de sudare. Apasarea si eliberarea butonului din nou opresc curentul de sudare.
- Mod S2T - non-stop special cu pornire la cald si curent final (umplere crater).
- Mod S4T - Special in patru timpi cu pornire la cald si curent final (umplerea craterului)