Zoom



Date tehnice
Echipament:
Functionalitate
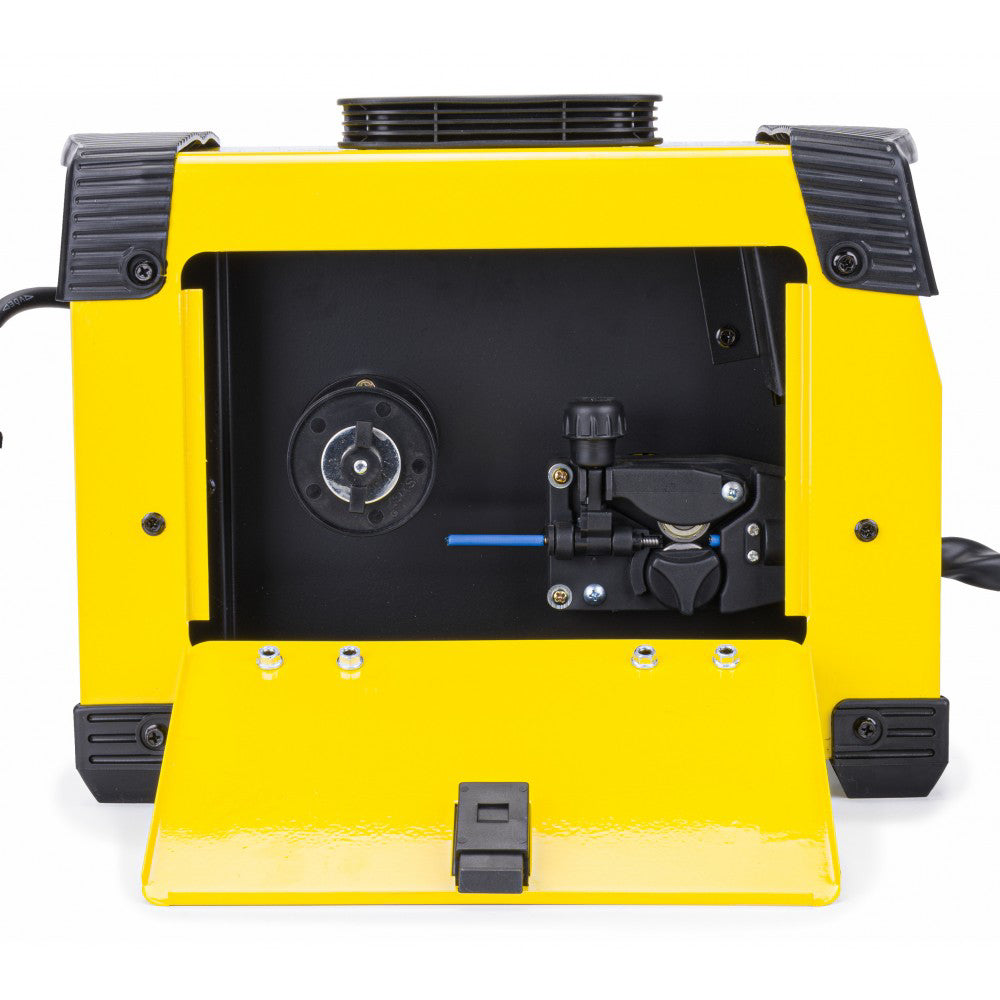
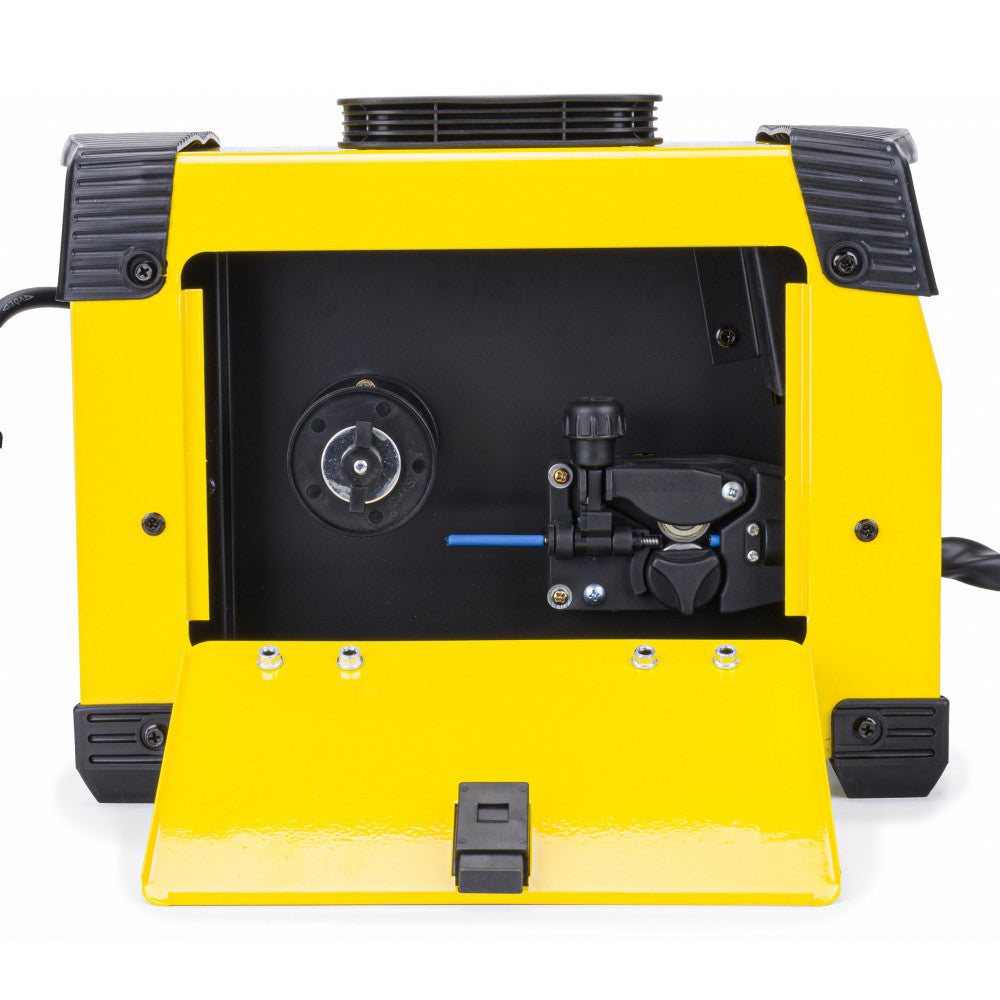
Sudorul Migomat Powermat PM-IMGT-220L , datorita designului sau, va fi utilizat atat in atelierele casnice si gospodariile, cat si in aplicatii mai profesionale, cum ar fi lucrarile pe teren si tot felul de lucrari de reparatii in interiorul cladirilor.
Powermat Migomat este un dispozitiv cu o gama larga de aplicatii, conceput ca o sursa de alimentare cu invertor care permite sudarea cu sarma fuzibila intr-o sarma de protectie cu gaz MIG/MAG sau FCAW (dupa schimbarea polaritatii), sudarea cu un electrod de acoperire MMA , precum si cu metoda TIG Lift (necesita cumpararea unei pistole de sudura TIG Lift suplimentare )
Electronica dispozitivului se bazeaza pe tranzistoare IGBT care combina avantajele a doua tipuri de tranzistoare, usurinta de control al tranzistoarelor cu efect de camp si tensiunea mare de rupere, precum si viteza de comutare a tranzistoarelor bipolare. Curentul de sudare este foarte stabil, ceea ce garanteaza o sudura perfecta. Datorita tehnologiei IGBT, dispozitivul este usor si compact.
Sudare
Reglarea parametrilor de sudare se face fara trepte (neteda), curentul maxim de sudare depinde de grosimea firului/electrodului utilizat , de tensiunea de sudare, precum si de viteza de avans a firului in cazul metodei MIG/MAG/FCAW . Alimentatorul cu doua role functioneaza cu un fir cu diametrul de 0,8 / 0,9 / 1,0 mm.
Eficienta ridicata a sudorului va permite sa sudati cu curent de 200A (pentru MIG / MAG / FCAW / TIG / MMA), in 60% din ciclul de lucru. Intrerupatorul termic va opri dispozitivul in cazul depasirii ciclului de lucru permis pentru un anumit curent de sudare, prevenind astfel supraincalzirea aparatului de sudura.
Parametrii actuali ai dispozitivului in timpul sudarii sunt afisati pe un afisaj usor de citit. Manipulatoarele confortabile si foarte lizibile va permit sa schimbati parametrii de sudare chiar si cu manusi.
Sudarea cu metoda MIG/MAG
Sudarea MIG/MAG este unul dintre cele mai frecvent utilizate procese de sudare. Dar ce se afla de fapt in spatele ei? Totul depinde de selectia gazelor de protectie si a liantilor adecvati, pana la proprietatile diferitelor tipuri de arcuri.
Sudarea MIG / MAG este cunoscuta si sub denumirea de sudare cu arc cu gaz protejat (MSG) si este una dintre metodele de sudare cu gaz de protectie. Acestea includ toate procesele de sudare cu arc care utilizeaza gaze de protectie pentru a preveni contactul nedorit al bazinului de sudura cu oxigenul din aerul ambiant.
Sudarea MIG / MAG acopera de fapt doua procese de sudare diferite: sudarea MIG este sudare cu arc. Aceasta metoda utilizeaza gaze inerte, adica gaze nereactive, cum ar fi argonul, heliul sau amestecurile acestora. Sudarea MAG este sudarea intr-un scut de gaz activ. Aici, pe langa argon, se folosesc gaze active precum dioxidul de carbon (CO2) sau oxigenul (O2). De asemenea, este posibil sa utilizati CO2 pur ca gaz de protectie pentru bazinul de sudura.
Unde se foloseste aceasta metoda de sudare?
Procesele de sudare MIG / MAG pot fi utilizate extrem de universal. Sunt utilizate, printre altele, in industria metalurgica, in constructia de structuri si rezervoare din otel, in constructiile navale si in industria auto. Procesele MIG / MAG permit sudarea elementelor din diverse materiale, cu grosimi si geometrii diferite. Sudarea MIG este potrivita in special pentru metale neferoase: aluminiu, magneziu, cupru si titan. Metoda MAG este utilizata in principal pentru sudarea otelurilor nealiate, slab aliate si inalt aliate.
Avantajele sudurii MIG/MAG:
Sudare MMA
Sudarea cu arc MMA se mai numeste si MMA (Sudura manuala cu arc) si este cea mai veche si mai universala metoda de sudare cu arc.
Metoda MMA foloseste un electrod acoperit, care consta dintr-un miez metalic acoperit cu o acoperire comprimata. Se produce un arc electric intre capatul electrodului si piesa de prelucrat. Aprinderea arcului este contactul prin atingerea capatului electrodului cu materialul sudat. Electrodul se topeste si picaturile de metal topit ale electrodului sunt transferate prin arc in bazinul de sudura topit, formand o sudura dupa racire. Sudorul muta electrodul pe masura ce se conecteaza cu piesa de prelucrat pentru a mentine arcul de lungime constanta si, in acelasi timp, isi muta capatul de topire de-a lungul liniei de sudare. Invelisul electrodului de topire elibereaza gaze care protejeaza metalul topit de influenta atmosferei, apoi se solidifica si formeaza o zgura pe suprafata bazinului, care protejeaza metalul de sudura care se solidifica de influentele mediului. Cand electrodul este scos din piesa de prelucrat, arcul electric se opreste si procesul de sudare este intrerupt. Dupa asezarea unei cusaturi, zgura trebuie indepartata mecanic.
Principala diferenta fata de alte metode de sudare este ca electrodul este scurtat in metoda MMA. In metodele TIG si MIG / MAG, lungimea electrodului ramane neschimbata tot timpul, iar distanta dintre lanterna si piesa de prelucrat este intotdeauna constanta. In metoda MMA, pentru a mentine o distanta constanta intre electrod si bazinul de sudura, suportul electrodului trebuie deplasat constant spre piesa de prelucrat, ceea ce face ca priceperea sudorului sa joace un rol deosebit.
Sudare TIG
Sudarea TIG este o metoda de obtinere a sudurilor de cea mai inalta calitate. Arcul de sudare straluceste intre electrodul de tungsten rezistent la caldura, infuzibil si piesa de prelucrat. Gazul inert, de la care isi ia numele metoda, creeaza o atmosfera anaeroba si previne reactiile chimice in bazinul de sudura topit. Rezultatul sunt articulatii netede, uniforme si fara pori. Liantul este alimentat manual sau dintr-un alimentator de sarma.
Sudarea TIG este posibila pentru toate metalele sudabile. Cel mai mare domeniu de aplicare il reprezinta otelurile inoxidabile si metalele neferoase, cum ar fi aluminiul, cuprul si alama. TIG este folosit in primul rand pentru a face stratul de radacina al sudurii, deoarece sudurile sunt curate si fara pori si, astfel, rezista bine la sarcini dinamice.
Gaz de protectie inert
Gazul inert (nereactiv) este utilizat pentru sudarea TIG. Atmosfera gazoasa are o functie de protectie - previne reactiile chimice cu bazinul de sudura lichid si materialul incalzit. Acest lucru garanteaza suduri de inalta calitate.
Gazele nobile precum heliul, argonul sau amestecurile acestora sunt utilizate ca gaze de protectie. Argonul este folosit cel mai des: optimizeaza caracteristicile de aprindere si asigura un arc deosebit de stabil. Heliul disipeaza caldura mai bine decat argonul, asigurand astfel o penetrare profunda si larga.
Electrodul de wolfram este inima sudurii TIG. Tungstenul are un punct de topire de 3.380 de grade Celsius, care este cea mai mare valoare dintre toate metalele pure din tabelul periodic. Ca urmare, electrodul nu se topeste, in timp ce arcul de sudare pe care il produce se incalzeste si lichefiaza materialul.
Aprindere de inalta frecventa
O caracteristica speciala a sudarii TIG este aprinderea fara contact a arcului. Impulsurile de inalta tensiune rapide, succesive, transfera scanteile piesei de prelucrat si stabilizeaza arcul de sudare. Pentru sudor, aprinderea HF este extrem de usor de utilizat. Electrodul nu trebuie sa se lipeasca de piesa de prelucrat si nu se formeaza incluziuni de tungsten in sudura.

LIVRARE
Produsele comandate se livrează în termen de maxim 2 zile lucrătoare de la data confirmării comenzii. Dacă comanda dumneavoastră este plasată pe site până în ora 14:00 există posibilitatea primiri ei a doua zi. Taxa de transport este de 19 LEI, iar dacă locuiţi într-o zonă în care există kilometri suplimentari faţă de lista Cargus se mai adaugă diferenţa de preţ aferenta diferenţei de km, indiferent de mărimea şi greutatea coletului dumneavoastră, iar pentru comenzi mai mari de 200 LEI transportul este gratuit.
Transportul produselor se efectuează la adresa specifică în contul dumneavoastră.
Înainte de expedierea unui colet exista posibilitatea să fiţi contactaţi pentru confirmarea comenzi şi stabilirea unui interval orar la care să fiţi contactat de curier pentru ridicarea coletului.
După confirmarea comenzi dumneavoastră şi expedierea acesteia urmează să primiţi pe mail un AWB pentru urmărirea coletului dumneavoastră.
La coletele ce depăşesc o valoare mai mare de 1000RON sau la cererea clientului acestea se pot livra cu deschidere şi verificare colet.
RETUR
Potrivit articolului 9 alin. 1 din Ordonanta de urgenta nr. 34 din 2014 privind dreptul de retragere, consumatorul beneficiaza de o perioada de 14 zile pentru a se retrage dintr-un contract la distanta sau dintr-un contract in afara spatiilor comerciale, fara a fi nevoit sa justifice decizia de retragere si fara a suporta alte costuri decat cele prevazute la art. 13 alin. (3) si la art. 14
Daca va retrageti, vom rambursa orice suma pe care am primit-o de la dumneavoastra, mai putin costurile livrarii si a costurilor suplimentare determinate de faptul ca ati ales alta modalitate de livrare decat cel mai ieftin tip de livrare standard oferit de noi, fara intarzieri nejustificate si, in orice caz, nu mai tarziu de 14 zile de la data la care suntem informati cu privire la decizia dumneavoastra de a va retrage din prezentul contract. Rambursarea cotravalorii comenzii efectuate se va face doar pe baza de transfer bancar, cu exceptia cazului in care v-ati exprimat acordul expres pentru o alta modalitate de rambursare (voucher), in conditiile date mai jos:
Costul returnarii produsului este suportat de catre cumparator.
Sunteti responsabil doar pentru diminuarea valorii produselor care rezulta din manipularile acestora, altele decat cele necesare pentru determinarea naturii, calitatilor si functionarii produselor. Astfel, daca produsele returnate prezinta semne de uzura, valoarea returului va fi diminuata.
In cazul in care produsul este deteriorat, incomplet sau prezinta urme de utilizare care conduc la o diminuare semnificativa a valorii comerciale, ne rezervam dreptul de a retine contravaloarea integrala a diminuarii, inclusiv pana la 100% din valoarea produsului, daca acesta nu mai poate fi revandut.
Dacă produsele de returnat au fost însoțite de eventuale cadouri, trebuie returnate și acestea. Este de preferat ca produsul sa fie insotit de ambalajul original.
Sunt exceptate de la dreptul de retragere dupa desigilare, conform articolului 16, pct. e, din motive de protectie a sanatatii sau din motive de igiena, produsele de igiena si ingrijire personala (aspiratoare nazale, umidificatoare, sterilizatoare, pompe de san, termometre, suzete, cosmetice etc.) si electrocasnicele mici (miniblendere, fierbatoare, roboti de bucatarie, incalzitoare biberoane etc.). Acesta nu pot fi returnate dupa desigilare sau utilizare.
Produsele achizitionate trebuie returnate la adresa: Aleea Dumbravii, nr. 50, Suceava, Suceava, Romania, fara intarzieri nejustificate in maximum 14 zile de la data la care ne-ati comunicat retragerea.
Daca ati primit alt produs decat cel comandat, acesta va fi inlocuit cu produsul din comanda fara perceperea vreunei taxe de transport. De asemenea, daca produsul primit este defect, cu urme de loviri sau daune survenite in urma transportului, va rugam sa ne informati pentru a demara procedura de preluare si verificarea acestuia in service. In functie de situatie, produsul va fi reparat sau schimbat si retrimis cat mai repede la adresa indicata.
După ce returul ajunge la noi, se anunță dorința rambursării contravalorii comenzii prin Transfer Bancar (pentru acest lucru, avem nevoie de codul tau IBAN, alcătuit din 24 de caractere), până pe data de 15, respectiv 31 a lunii, după caz. Restituirea se face doar pe valoarea articolului returnat. În cazul în care dorești restituirea sumei de bani, este necesar să ne contactezi telefonic, pentru a ne comunica acest lucru!
Atenție: Restituirile de bani se fac doar în data de 1, respectiv 16 a lunii, după caz, dar fara a trece mai mult de 14 zile calendaristice de la primirea notificarii de retur și primirea produsului.
Operatorii nostri va vor oferi suport in alegerea modalitatii de returnare si va vor oferi detaliile necesare cu privire la adresa de expediere a produselor, ambalare sau contactarea firmei de curierat.
Va stam la dispozitie pentru informatii referitoare la returnarea produselor la nr. tel. 0758.240.820 sau pe e-mail: solutionare.topstrong@gmail.com
Nu exisă produse la Favorite.